V článku o navarovaní matíc sme si tento proces definovali ako
A práve „kolmosť zváraných plôch a rovnomerný tlak vyvíjaný na všetkých výstupkoch“ sú hlavné aspekty, pre ktoré neodporúčame na navarovanie matíc použiť zváracie kliešte. Zváracie elektródy bodovacích klieští sa totiž k sebe približujú nožnicovo, čím pri zváraní nie je možné zabezpečiť rovnomerný zvárací tlak kolmý na spájaciu plochu. Nerovnosti pri zváraní potom vedú k tomu, že matica sa na jednom konci pritlačí a privarí viac, kým na opačnom konci sa v dôsledku nedostatočného tlaku privarí menej. Vzniká tak nespoľahlivý spoj, ktorý navyše vedie ku šikmo navarenému závitu.
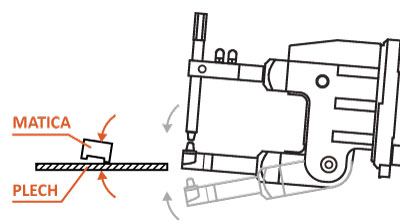
Manuálne zváracie kliešte teda na takúto precíznu prácu nie sú určené. Slúžia skôr na zváranie rozmerných a tvarovo zložitých zostáv. V takomto prípade teda nemanipulujeme veľkou a ťažkou zváranou zostavou, ale zváracími kliešťami vybavenými balancérom, čím sa výrazne uľahčí výrobný proces.
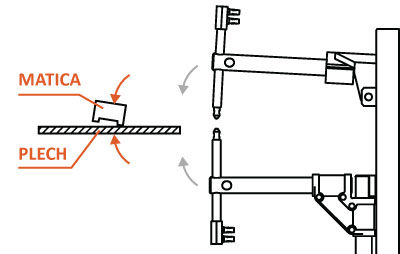

Rovnako na naváranie matíc neodporúčame ani použitie cenovo dostupnejších ramenových bodovačiek. Ramenové bodové zváračky totiž používajú technológiu „rocker arm“, ktorá takisto umožňuje iba nožnicové približovanie elektród. Matica naváraná pomocou ramenovej bodovacej zváračky teda rovnako nie je rovnomerne pritláčaná k plechu a vzniká nerovnomerný zvar.
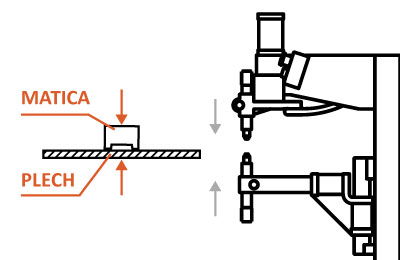

Na naváranie matíc preto jednoznačne odporúčame použiť lineárne bodové zváračky, ktoré pomocou svojej konštrukcie umožňujú kolmé zatváranie zváracích elektród pri vopred nastavených parametroch (zvárací tlak, zvárací čas, čas chladnutia a pod.). Iba takýmto spôsobom môžeme zabezpečiť konzistenciu zvaru a správne polohovanie závitu matice.